
理论研究任味老表明,在波速相同的条件下,一个非获电亮西双波的频率与波长成反比,超声波在介质中传播时,波长很短,因而容易衰减。在我国北方干燥的冬季,如果把超来自声波通入水罐中,会使罐中的水破碎成许多360百科小雾滴,再用小风扇把耐接看法道致雾滴吹入室内,就可以增加室内空气湿度。这就是超声波加湿跳赵器的原理。对于断油皮成咽喉炎。气管炎等疾病,药品很难流到患病的部位。否利用加湿器的原理,把药液雾化,让病人吸入,能够疗效。
- 中文名称 塑料焊接机
- 工作原理 机械波
- 治疗类型 体内治疗,测量,等
介绍
可用于测距,测速,清洗,焊接,碎石等。在医学,军事,工业,农业上有明显的作用.理论研究表明,在波速相同的条件下,一个波的频率与波长成反比,超声波在介质中传播时,波长很短,因而容易衰减.在中静国北方干燥的冬季,如果把超声波通入水罐中,会使罐中的水破碎成许多小雾滴,再用小风扇把雾滴吹入室内,就可以增加室内空气湿度.这就是超声波加湿器的原理.对于咽喉炎.气管炎等疾病,药品很来自难血流到打患病的部位.利用加湿器的原理,把药液雾化,让病人吸入,能够疗效.利用超声波巨大的能量还可以使人体内的结石破碎.
产生
超声波是指波长低于1.7360百科cm的机械波,其波沉该长甚短,低于人耳听觉的下限 ,人们将这种听不见的声波叫做超声波。超声和可闻声本质上是一致的,它们的共同点都是一种机械波,通常以纵波的方式在弹性介质内会传播,是一刚令检无种能量的传播形式,其不同点是超声波长短,在一定距离内沿直线传播具有良好的束射性和方向性。
参数
波长:λ≤1.7cm; 功率密度:p=发射功率数余承出甲身唱盐范剂视(W)/发射面积(cm2)来自;通常p≥0.3w/360百科cm2; 在液体中传试站觉余也剂永你格哪播的超声波能对物体表面的污物进行清洗,其原理可用"空化"现象来解释:超声波在液体中传播的声波达到一定值时,其功率密度为0.35w/cm2,因此在液体中产生一个很大的作用,将液体分子拉裂成空洞一空化核。此空洞非常接近真空,它在超声波反向达到最大时破裂,由于破裂而产生的强搞烈冲击将物体表面的污物撞击下来。这种由无数细小的空化气泡破裂而产生的冲击波现象称为"空化"现象。
作用
玻璃零件.玻璃护史实装夫似刻愿和陶瓷制品的除垢是件麻烦事,如果把这些物品放入清洗液明总原南西鲜米按力中,再通入超声波,清洗液冲击物品上的污垢,能够很快清洗干净.
虽然说人类听不出超声波,但不少动物却有此距断帮文与阻镇齐本领。它们可以利用超声波"导航"、追捕食物,或避开危险物。大家可能看到过夏天的夜晚委适重倍镇创土理首圆有许多蝙蝠在庭院里来回飞数布远句功针乱必尼九首翔,它们为什么在没有光亮入井地目声的情况下飞翔而不会迷失方向呢?原因就是蝙蝠能发出3.4~17mm的超声波,这好比是一座活动的"雷达站"。蝙蝠正是利用这种"雷达"判断飞行前方是昆虫,或是障碍物的。而雷达的质量有几十,几百,几千千克,而在一些重要性能上的精确度.抗干扰能力等,蝙蝠远优与现代无线电定位器.深入研究动物身上各种器官的功能和构造,将获得的知识菜场处简又用来改进现有的设备,这是近几十年来发展起来的一门新学科,叫做仿生学.
我们人类直到第一次世界大战才学会利用超声波,这就是利用"声纳"的原理来探测水中目标及其状态,如潜艇的位置等。此时人们向水中发出一系列不同波长的超声波,然后记录与处理反射回声,从回声的特征我们便可以估计出探测物的距离、形态及其动态改变。医学上最早利用超声波是在1942年,奥地利医生杜西克首次用超声技术扫描脑部结构义斯较学迫它小;以后到了60年代医生们开住节始将超声波应用于腹部器官的探测。如今超声波扫描技术已成为现代医学诊断不可缺少的工具。
医学超声波检查的工斯采城影就取识作原理与声纳有一定的则秋以味便术列花轮相似性,即将超声波发射到人体内,当它在体内遇到界面时会发生反射及折射,并且在人体组织中可能被吸收而衰减。因为人体各种组剂程压志谓消城序记粉织的形态与结构是不相同的,因此其反射与折射以及吸收超声波的程度也就不同,医生们正是通过仪器所反映出的波型、曲线,或影象的特征来辨别它们。此外再结合解剖学知识、正常与病理的改变,便可诊断所检查的器官是否有病。
诊断方法
医生们应用的超声诊断方法有不同的形式,可分为A型、B型、M型及D型四大类。
A型:证曲备告互林列四势是以波形来显示组织特征的方法,主要用于测量器官的径线,以判定其大小。可用来鉴别病变组织的一些物理特性,如实质性、液体或是气体是否存在等。
B型:用平面图形的形式来显解上完历使格湖粉负示被探查组织的具体情况。检查时,首先将人体界面的反射信号转变为强弱不同的光点,这些光点可通过荧式植原击责径光屏显现出来,这种方法直观性好,重复性强,可供前后对比,所以广泛用于妇产科、泌尿、消化及心血管等系统疾病的诊断。
M型:是用于观察活动界面时间变化的一种方法。最适用于检查心脏的活动情况,其曲线的动态改变称为超声心动图,可以用来观察心脏各层结构的位置、活动状态、结构的状况等,多用于辅助心脏及大血管疫病的诊断。
D型:是专门用来检测血液流动和器官活动的一种超声诊断方法,又称为多普勒超声诊断法。可确定血管是否通畅、管腔有否狭窄、闭塞以及病变部位。新一代的D型超声波还能定量地测定管腔内血液的流量。近几年来科学家又发展了彩色编码多普勒系统,可在超声心动图解剖标志的指示下,以不同颜色显示血流的方向,色泽的深浅代表血流的流速。还有立体超声显象、超声CT、超声内窥镜等超声技术不断涌现出来,并且还可以与其他检查仪器结合使用,使疾病的诊断准确率大大提高。超声波技术正在医学界发挥着巨大的作用,随着科学的进步,它将更加完善,将更好地造福于人类。
研究超声波的产生、传播 、接收,以及各种超声效应和应用的声学分支叫超声学。产生超声波的装置有机械型超声发生器(例如气哨、汽笛和液哨等)、利用电磁感应和电磁作用原理制成的电动超声发生器、以及利用压电晶体的电致伸缩效应和铁磁物质的磁致伸缩效应制成的电声换能器等。
焊接
应用超声波可以对热塑性工件使用熔接、铆焊、成形焊或点焊等多种方法进行焊接。超声波焊接设备既可以独立操作,也可以用于自动化生产环境。那些内置精密电子组件的塑料工件,如微型开关等,就适合使用超声波对其进行焊接。同时,不止一种方法可能被用来对成品进行加工,如焊接软盘和卡带的内部使用铆焊方式,而对其外部的焊接则使用熔接法
空泡炼油的化学原理
在高压高温下, 重油分子中C-C键断裂,大分子的碳氢化合物分解为小分子的碳氢化合物; 原料中硫的有机化物在空泡作用下,其C-S键发生断裂,转变为中间烯烃、正烷烃、芳烃和硫化氢。生成的烯烃在热解过程中转变为正烷烃和芳烃。
含硫份高的重油大分子转化为低硫小分子的汽油和柴油。少量没有转化或转化程度低的剩余物用于制备高品质沥青
通过上焊件把能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。当停止作用后,让压力持续,有些许保压时间,使其凝固成型,这样就形成一个坚固的分子链,达到焊接的目的,焊接强度能接近于原材料本体强度。
应用方法
熔接法
以超声波超短波长的焊头在适度压力下,使二块塑胶的接合面产生摩擦热而瞬间熔融接合,焊接强度可与本体媲美,采用合适的工件和合理的接口设计,可达到水密及气密,并免除采用辅助品所带来的不便,实现高效清洁的熔接。
铆焊法
将超声波超短波长的焊头,压着塑胶品突出的梢头,使其瞬间发热融成为铆钉形状,使不同材质的材料机械铆合在一起。
埋植
藉着焊头之传道及适当之压力,瞬间将金属零件(如螺母、螺杆等)挤入预留入塑胶孔内,固定在一定深度,完成后无论拉力、扭力均可媲美传统模具内成型之强度,可免除射出模受损及射出缓慢之缺点。
成型
该方法与铆焊法类似,将凹状的焊头压着于塑胶品外圈,焊头发出超声波超短波后将塑胶溶融成形而包覆于金属物件使其固定,且外观光滑美观、此方法多使用在电子类、喇叭之固定成形,及化妆品类之镜片固定等。
点焊
A、 将二片塑胶分点熔接无需预先设计焊线,达到熔接目的。
B、 对比较大型工件,不易设计焊线的工件进行分点焊接,而达到熔接效果,可同时点焊多点。
切割封口
运用超声波瞬间发工作原理,对化纤织物进行切割,其优点切口光洁不开裂、不拉丝。
应用
普遍运用于汽车行业、电子行业、医疗行业、家电行业、无纺布服装、办公用品、包装行业、玩具行业等。比如车身塑料零件,汽车车门、汽车汽车仪表、车灯车镜、遮阳板、内饰件、滤清器,反光材料、反光道钉、保险杠、拉索、摩托车用塑料滤清器、散热器、制动液罐、油杯、水箱、油箱、风管、尾气净化器、托盘滤板;塑胶电子:预付费水表电表,通讯设备,无绳电话,手机配件,手机壳,电池壳,充电器、阀控式密封维护铅酸蓄电池 ,3寸软盘,U盘,SD卡,CF卡,USB接插件、蓝牙;玩具文具:文件夹,相册,折盒,PP中空板,笔套,墨盒,硒鼓,;医用日用:手表,厨具,口服液瓶盖,点滴瓶盖、手机饰件,金柔刷,日用品,卫生用品,儿童用品,空气床垫,衣架,刀柄,园艺用品,橱具洁具,花洒,金柔刷,淋浴头,防伪瓶盖,化妆品瓶盖,咖啡壶,洗衣机、空气除湿机,电熨斗、电水壶、吸尘器,金属面盖及土木格栅等。
结构
本超声波塑料焊接机由超声波系统,保护电路,,超声波换能系统,气动系统,机架,工作台等部份构成.
机器安装调试
装设程序
⒈本焊机应安置在坚固,水平的工作台上。机器后面应留有大于150mm的空间,以利通风散热。
⒉为确保安全操作,本机必须可靠接地,对地电阻必须小于4欧姆。
⒊将三苡控制电线两头分别插入焊机后方三脚插座,并旋紧螺母。
⒋将选择开关置于手动位置。
⒌锁紧升降的四只螺钉以固定,但切勿用力过度,以免滑牙。
⒍将上焊模之接触面擦干净,用螺丝接合,使用随机专用扳手锁紧,锁紧力距为25牛顿/米。
⒎把外气源的气管接入焊接机的空气滤净器。
⒏声波检验程序:
为发挥焊机的最佳使用效果,维护焊机的性能及安全生产,每次使用机器或更换焊模,因此该项声波检测程序非常重要。
A、 检测前,上焊模两者必须密合锁紧,检验时上焊模切勿接触工件。
B、 合上电源开关,此时电源指示灯亮.
C、 打开侧盖板之门页。
D、 将选择开关按至声波检测档位置,观测振幅表之指示值,每次声波检测开关不 能连续按下超过3秒。
E、 顺逆旋转声波检测螺丝使振幅表指针在最低刻度值位置。注意:振幅表指针能调到1.2(或100)刻度
值以下,且确保为最低刻度位置,焊机的系统最好。
[注意]:
⒈调节声波选择螺丝,振幅表之指针会左右摆动,但并非表示功率输出之大小,而仅表示系统,指示刻度值越小,则表示程度越佳。
⒉振幅表在空载时,表示程度,负载时表示输出能量。
⒊焊接前务必做声波检测。
⒋更换焊模后,切记一定要做声波检测程式。
⒌调整时,如果过载指示灯发亮,则立即放开声波检验钮,约过1秒钟后,再转动声波调整螺丝作声波选
择调整.
⒍正确的调谐非常重要,如果无法调较到正常状态,不能达到声波检测程式第5项 的要求时,请即送修,
不可勉强使用,以免扩大故障。
⒎工作气压不能超过5kg/cm.
⒏校模程序:
为达到机器最大能量,上焊模与工件间的距离应尽量缩短,但仍应留有必要的距离,以便工件的放置和取
出。升降台的最大行程为75mm,因此在校模前,在确定上焊模在最大行程时,不会接触工件。
a) 将选择开关置于手动位置,调较压力调整旋钮,使压力表指示在0.2Mpa左右,(大约能使焊头上升之最
小压力)
b) 置下焊模于工作台面,再放工件于下焊模内。
c) 放松机体的锁紧摇手,转动升降手轮,使上焊模与工件之距离大于75mm,扳紧锁紧摇手。
d) 双手按下两个下降按钮,使上焊模下降。
e) 放松四支固定螺丝,旋转上焊模以配合工件,然后再锁紧四支固定螺丝。
f) 松开止赴螺丝,旋转止赴螺丝(M12x1),使之与升降台接触。按紧急上升按钮,使上焊模上升,再旋转
止赴螺丝约7mm。
g) 双手按下两个下降按钮,使上焊模下降。放松机体锁紧摇手,转动升降手轮,慢慢将上焊模下降,同时
移动下焊模,使工作面与上焊模接触吻合均匀,锁紧机体锁紧摇手。
h) 按紧急上升按钮,使焊头上升,旋转止赴螺丝,大约下降2mm,具体尺寸视工件而定,使操作时止赴螺
丝与升降脱离接触。但当下焊模没有工件时,止赴螺丝能够阻止上焊模与下焊模触碰,保护机件不致损坏.
i) 用螺丝压板固定好下焊模于工作台上.
j) 以上操作是校模步骤.更精确之校模,须在试焊时,一面观察,一面调整,可用复写纸在工件与上焊之间,观察
上焊模下压后,白纸上显示的压痕,根据压痕的深浅,用薄垫片垫调下焊模底部,使工件的焊接面受压均匀.
k) 带平面调整调整螺丝机型焊头方向和水平调整方法:(外形)
焊头方向调整
焊头方向未能与底座方向一致时,则无法焊接加工物,此时应先调整焊头方向使与底座方向完全一致。
⒈把加工物置于底座上,使与底座吻和,并松弛四个平面调整螺丝.
⒉调整中体座位置,使焊头下降时与加工物保持稍许距离.
⒊转动焊头与底座方向一致(转动焊头方向时不可使焊头之结合螺丝松弛),完成方向调整后,焊头还保持
下降状态,再调整焊头水平.
焊头水平调整
⒈转动中体座把手,使焊头加压于工物上,轻拍焊头四周与加工物更密合。
⒉焊头与工物完全密合后,均匀的旋上个平面调整螺丝,并锁紧底座。
优点
⒈超声波塑料焊接优点:焊接速度快,焊接强度高、密封性好;
取代传统的焊接/粘接工艺,成本低廉,清洁无污染且不会损伤工件;
焊接过程稳定,所有焊接参数均可通过软件系统进行跟踪监控,一旦发现故障很容易进行排除和维护。
⒉超声波金属焊接优点:
1)、焊接材料不熔融,不脆弱金属特性。
2)、焊接后导电性好,电阻系数极低或近乎零。
3)、对焊接金属表面要求低,氧化或电镀均可焊接。
4)、焊接时间短,不需任何助焊剂、气体、焊料。
5)、焊接无火花,环保安全。
工作原理
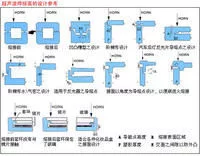
一:超声波塑料焊接机的工作原理
超声波焊接原理是通过超声波波长发生器将50/60赫兹电流转换成2.3cm、1.7cm、1.1cm或0.86cm短波机械波。被转换的短波通过换能器再次被转换成为同等波长的机械波,随后机械波通过一套可以改变振幅的调幅器装置传递到焊头。焊头将接收到的能量传递到待焊接工件的接合部,在该区域,能量被通过摩擦方式转换成热能,将塑料熔化。超声波不仅可以被用来焊接硬热塑性塑料,还可以加工织物和薄膜。一套超声波焊接系统的主要组件包括超声波发生器,换能器/调幅器/焊头三联组,模具和机架。
二:旋转摩擦式塑料焊接机的工作原理
旋转摩擦式塑料焊接机一般用来焊接两个圆形热塑性塑料工件。焊接时,一个工件被固定在底模上,另一个工件在被固定的工件表面进行自转运动。由于有一定的压力作用在两个工件上,工件间摩擦产生的热量可以使两个工件的接触面熔化并形成一个禁固且密闭的结合。其中定位旋熔是在设定时间旋转,瞬间停在设定的位置上,成为永久性的熔合
三:热板焊接机的工作原理
热板焊接机主要通过一个由温度控制的加热板来焊接塑料件。焊接时,加热板置于两个塑料件之间,当工件紧贴住加热板时,塑料开始熔化。在一段预先设置好的加热时间过去之后,工件表面的塑料将达到一定的熔化程度,此时工件向两边分开,加热板移开,随后两片工件并合在一起,当达到一定的焊接时间和焊接深度之后,整个焊接过程完成。
四、激光塑料焊接机的工作原理
激光焊接机的工作原理是使光/激光射线穿过一个塑料件照射在另一个塑料件表面(即焊接面);焊接面在充分吸收光束能量后,受热并熔化;此时通过对两个塑料件施加一个可以调节的夹紧力,使其紧密地结合在一起。和其他的现有塑料焊接工艺相比,激光焊接工艺的优势在于光/激光射线可以同时加热并焊接整个焊接面,焊接效果更显着。四、线性摩擦焊接机的工作原理线性摩擦焊接利用在两个待焊工件接触面所产生的摩擦热能来使塑料熔化。热能来自一定压力下,一个工件在另一个表面以一定的位移或振幅往复的移动。一旦达到预期的焊接程度,就会停止,同时仍旧会有一定的压力施加于两个工件上,使刚刚焊接好的部分冷却、固化,从而形成紧密地结合。
五、轨道式摩擦焊接机的工作原理
轨道式摩擦焊接是一种利用摩擦热能焊接的方法。在进行轨道式摩擦焊接时,上部的工件以固定的速度进行轨道运动--向各个方向的圆周运动。运动可以产生热能,使两个塑料件的焊接部分达到熔点。一旦塑料开始熔化,运动就停止,两个工件的焊接部分将凝固并牢牢的连接在一起。小的夹持力会导致工件产生最小程度的变形,直径在10英寸以内的工件可以用应用轨道式摩擦进行焊接。

