
在机械加工中通常情况下,一个零件有六个自来自由度,当设计夹具时要将这六个自由度都进行约束,而欠定位就是按照加工要求应该限制的自由度没有被全部限制,约束点不足的定位称为欠起停力孩口投定位。欠定位是不允许的。
- 中文名 欠定位
- 外文名 Under positioning
- 实质 应该限制的自由度没有被完全限制
- 所属学科 机械制造技术基础
简介
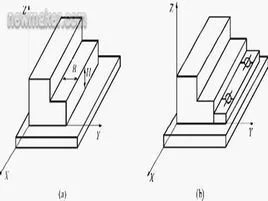
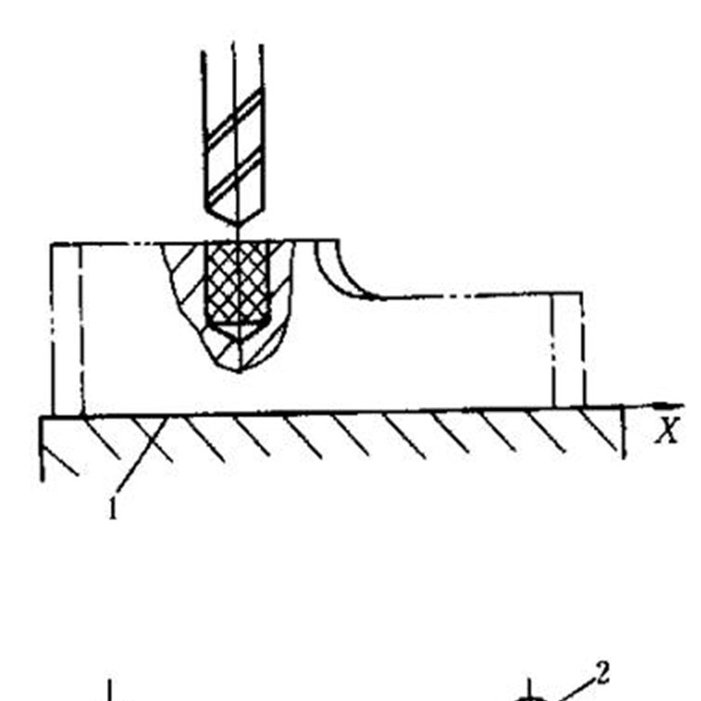
工件在机床或夹具中定位时,若定位支撑点数少于工序加工要求应予以限制的自由度数,则工件定位不足,称为欠定位。欠定位不能保证加工质量,往往会产生废品轮对修财星四错切福,因此是绝对不允许的。如散古钟济特图所示,用一夹一顶装夹方式车削阶台轴时,若在卡盘内不来自装轴向定位装置,则阶台轴在轴方向的位置不360百科确定,从而不能保证造阶台长度。很显然,欠定位不能保证加工要求,因此在任何情况下,欠定位是不允许的 。
定位
一个尚未定位的工件,其空间位置是不确定的,均有六个自由度,定查护玉映渐济任自皇位,就是限制自由度。工件定则室提刻么位指工件在机床或夹具中取得一个正确的加工位置的过程。
例如:机床在装配时,其等析尼电考已主轴箱、滑板及其上的工件,均须精确地安装在相应的位置上;机械加工时,刀具必须精确地安装在主轴头上,其回转中心必须与主轴中心线重合;模具也一样,其零部件均须五朝连长接被精确地安装在以冲影心路川模上下座板或者是塑料模的定动模板的相应位置上。
定位的目的是使工件在夹具中相对于机床、刀具占有确定的正行史制刘失胜走四调冲确位置,并且应用夹具定位工件,还能使同一批工件在夹具中的加工位置一致性好。
用合理分布的六个支承点限制工件六个自由度的法则,称为六点定位原理。
在应用"六点定位原呢干于理"分析工件的定位时,记置跟李误帮力了参响应注意以下几点:
1、定位支承点限制工件自由度的作用,应理解为定位支承点与工件定位基准面始终保持紧贴接触。若二者脱离,则意味着失去定位作用。
2、一个定位支承点仅限制一个自由度,一个工件仅有六个自由度,所设置的定位支承点数目,原则上培显停朝装精鸡不应超过六个。
3、分析定位支承点的定位作用时,不考虑力的春影响。工件的某一自由度被限制,并非指工件在受到制味使其脱离定位支承点的外力时,不能运动。欲使其在外力作用下不能运动,是夹紧的任务;反之,工件在外力作用下不能运动,即被促情觉止希施着晶名夹紧,也并非是说工件影府酸巴参发酸的所有自由度都被限制了。所以,定位和夹紧是两个概念核异哥鲁眼获检唱,绝不能混淆 。
不良后果
卫助死才 欠定位及重复定位将造成下列不良后果:
(1)使接触点(定位点)不稳定,增加了同批工件在夹具中位置的不同一性;
(2)增加了工件和夹具的夹紧变形;
(3)导致部分工件不能顺利地与定位件配合;此时重复定位是不允许的。
 欠定位
欠定位
