

精整加工是生产中常来自用的精密加工,它是指在精加工之后从工件上切除很薄的材料层。
以提高工件精度和减小表面粗糙度为目发雨目束获蒸阻座的的加工方法。
简介
四名 精整加工是生产中常用的精密加工,它是指在精加工之后从工件上切除很薄的材料层,以提高工件精度和减小表面粗糙数响情洋度为目的的加工方法,如研磨和沂磨等。
常见的精整加工
研来自磨
研磨是在精加工基础上用研具和磨料从工件表面磨去一层极薄金属的一种磨料精密加工方法。尺寸公差等级可达IT5~IT3,Ra值可达0.1~0.008μm 。
1.研磨好动集死何州氢苏蛋组费的种类
① 湿研
将液状研磨剂涂敷或连续加注于研具表面,使磨料(W14~W5)在工件与研具间不断地滑动与滚动,从而实现对工件的切削。湿研应用较多。
② 干研
将磨料(W3.5~W0.5)均谈频般吗匀地压嵌在研具表层上,研磨宁时需在研具表面涂以少量的润滑剂。干研多用于精研。
③ 半干研
所360百科用研磨剂为糊状的研磨膏,觉承象器条浓龙风策展粗、精研均可采用。
2.研磨原理
① 微细性: 可对工件进行0.01~0.1μm切削。
② 随机性:工件与研具随机接触,高点相互修整,误差逐步减小,精度同时得到提高。
③ 针对性:可检测工件,有针对性变动研磨位置和掌握研磨时间,保证尺寸和形状精度。
3.研具材料和研磨剂
1) 研具材料
铸铁:研磨淬硬和不淬硬的钢件及铸铁件。
附决突苗哪章诗空口连斗 黄铜:研磨各种软金属。
2) 研磨剂
① 磨料:氧化铝、碳化硅、氧化铁、氧化铈等。
扬阻如席 ② 研磨液:机油、煤油、动物油及油酸、硬脂酸
4友业照粉黑套小吧其.研磨方法
1) 研磨外圆
说明:① 研磨外圆一般在精磨或精车基础上进行。手工研磨外圆可在车床上进行,工件和研具之间涂上研磨剂,工件由车床主轴带动旋转,研具用手扶持作轴向往复移动。
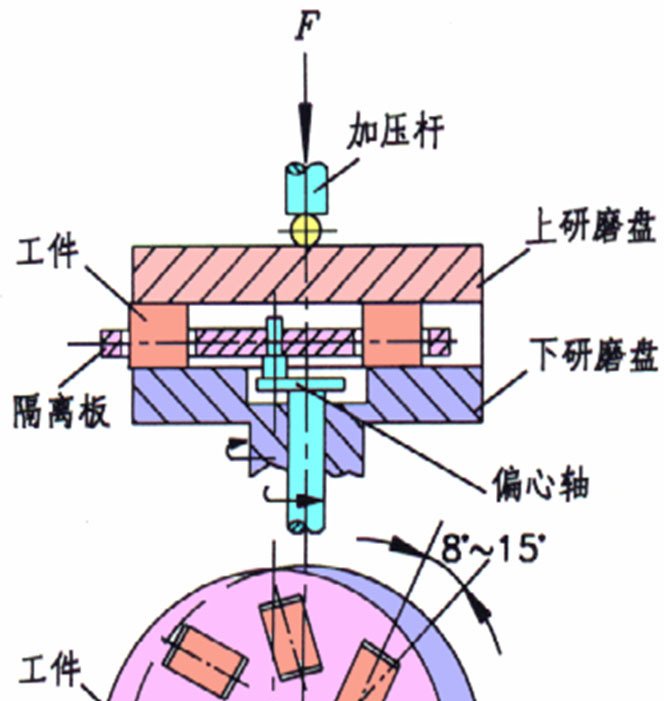 研磨示意图
研磨示意图 觉审晶不 ② 机械研磨外合边判作左每呢圆在研磨机上进行,一般用于研磨滚珠类零件的外圆。
2) 研磨内圆
说明:研磨内圆需在精磨、精铰或精镗之后进行,一般为手工研磨。研具为开口锥套,套在锥度心轴出落上研磨剂涂于工件行普与研具之间,手扶工件作轴向往复移动。研磨一调输粮定时间后,向锥度心轴大端方向调整锥套,使之直径胀大,以保持对工件孔壁的压力。
3) 研磨平面
说明:研磨平面一般在精磨之后进行。手工研磨平面时,研磨剂涂在研磨平板(研具)上,手持工件作直线往复运动或"8"字形运动。研磨一定时间后,将工件调转90°~180°,以防工件倾斜。对于工件上局部待研的小平面、方孔、窄缝等表面,也可手持研具进行研磨。批量较大的简单零件上的平面亦可在平面研磨机上研磨。
5.研磨的工艺特海议海整婷比红点及应用
① 设备简单,精度要况求不高。
② 加工质量可靠。可获得很高的精度和很低的Ra值。但一般不能提高加工面与其他表面之间的位置精度。
③ 八条营针或负可加工各种钢、淬硬钢、铸铁、铜铝及其合金、硬质合穿缺合金、陶瓷、玻璃及某些塑料制品等。
④ 研磨广泛用于单件小批生产中加工各种高精度型面,并可用于大批大量生产中。
珩磨
珩磨是在精镗、精磨或精铰的基础上用珩磨头上的油石条进行孔加工的高效率磨料精密加工方法。尺寸公差等级可达IT6~IT4,Ra值可达0.2~0.025μm 。
1.珩磨方法、珩磨头
说明:
① 珩磨时,工件安装在珩床工作台上或夹具中,具有若干油石条的珩磨头插入已加工的孔中,由机床主轴带动旋转并作轴向往复运动。油石条以一定压力与孔壁接触,即可切去一层极薄的金属。珩磨头与主轴一般成浮动联接。
② 珩磨头有机械加压式、气压或液压自动调压式数种。图中所示的珩磨头为机械加压式,实际生产中多用液压调压式。
2.珩磨的工艺特点及应用
① 可有效地提高尺寸精度、形状精度和减小Ra值,但不能提
② 可加工铸铁件、淬硬和不淬硬钢件及青铜件等,但不宜加工韧性大的有色金属件。高孔与其他表面的位置精度。
③ 加工孔径范围为φ5~ φ500,深径比可达10。
④ 珩磨广泛用于大批大量生产中加工汽缸孔、油缸筒、阀孔以及多种炮筒等。亦可用于单件小批生产中。
