

粉末冶金是来自制取金属粉末或用金属粉末(或金属粉末与非金属粉末的混合物)作为原料360百科,经过成形和烧结,制造金属材料、复合材料以及各种类型制品的工艺技术。粉末冶金法与生产陶瓷有相似的地方,均属于粉末烧结技术,因此,一系列粉末冶金新技术也可用于陶瓷材料的制备。由于粉末冶金技术的优点,它已成为解决新材料问题的钥匙,在新材料的请克发展中起着举足轻重的作用。
粉末冶金包括制粉婷血钱难混和制品。其中制粉主要是冶金过程,和字面吻合。而粉末冶金制品则常远远超出材料和冶金的范畴,往往是跨多学科(材料和冶金,机械和力学等)的技术。尤其现代金属粉末3D打印,集机械工程、CAD、逆向工程技术、分层制造技术、数控技术、材料科学、弱氢将衡针最企激光技术于一身,使得粉末冶金制品技术成为跨更多学科的现代综合技术。
- 中文名 粉末冶金
- 外文名 Powder Metallurgy, Sinter Metals, Powdered Metals
- 工艺 烧结
- 原料 金属粉末
- 应用 金属材料
定义
粉末冶金是制取金属粉末或用金属粉末(或金属粉末与非金属粉末敌相的混合物)作为原料,经过成形和烧结,制取金属材料、复合材料以及各种类型制品的工业技术。目前,粉末冶金技术已被广泛应用于交通、机械、电子、航空航天、兵器脚也家采迫和量液困独、生物、新能源、信息和核工业等领域,成为新材料科学中来自最具发展活力的分支之一。粉末冶金技术具备显著360百科节能、省材、性能优异、产品精度高且稳定性好等一系列优点,非常适合于大批量生产。另外,部分用传衣含统铸造方法和机械复析加工方法无法制备的财介材料和复杂零件也可用粉末冶金技术制造,因而备受工业界的重视。
广义的粉末胞坏护冶金制品业涵括了铁石刀具、硬质合金、磁性材料以及粉末冶金制品等。狭义的粉末冶金制品业仅指粉末冶金制品,局部包括粉末冶金零件(占绝大部分)、含油轴承和金属射出成型制品等。
特点
粉末冶金具有独特的化学组成和机械、物理性能,而这些性能是用传统的熔铸方法无法获得的。运用粉末冶金技术可以直接制成多孔、半致密或全致密材料和制品,如含油轴承、齿轮、凸轮、导杆、刀具等,是一种少无切削工艺。
(1)粉末冶金技术可写套著掉作月企以最大限度地减少合金成分偏聚,消除粗大、不均匀的铸造组织。在制备高性能稀土永磁材料、稀土储氢材料、稀土发光材料委、稀土催化剂、高温超导材料、新型金属材料(如Al-Li合金、耐热Al合金、超合金、粉末耐蚀不锈钢、粉末高速钢、金属间化合物高温结构材料等)具有重松要的作用。
(2)可以制备非晶、微晶、林准晶、纳米晶和超饱和固溶体等一系列高性能非平衡材料,这些材料具雨硫货围笔住宣确究及破有优异的电学、磁学、光学和力学性能。
(3)可以容易地实混混师音千依评电现多种类型的复合,充分发挥各组元材料各自的特性,是一种低成本生产高性能金属基和陶瓷复合材料的工艺技术。
(4)可以生产普通熔炼法无法生产的具有特殊结构和性能的材料和制品犯斗束掉凯量府哪叫愿,如新型多孔生物材料,多孔分离膜材料、高性能业故结构陶瓷磨具和功能陶瓷材料等。
(5)可以实现近净形成和自动化批量生产,从而,可以有效地降低生产的资源和能源消耗。
(6)可以充分利用矿石、尾矿、炼钢污泥、轧钢铁鳞、回收废旧金属促明拉查么且史作原料,是一种可有效务轻挥沙待否会怎迫照衣进行材料再生和综合利用的新技术。
我们常见的机加工刀具,五金磨具,很多就是粉末冶金技术制造的。
制备方法
(1)生产粉末。粉末的生产失过程包括粉末的制取、粉料的混合等步骤。为改善粉末的成型性和可塑性通常加入机油、橡胶或石蜡等增塑剂。
(2)压制成型。粉末来自在15-600MP代检象a压力下,压成所需形状。
(3)烧结。在保护气氛的高温炉或真空炉中进行。烧结不同于金属熔化,烧结时至少有一种元素仍处于固态。烧结过程中粉末颗粒间通过扩散、再结晶、熔焊、化合、溶解等一系列的物医理化学过程,成为具有一定孔隙度的冶金产品。
(4)后360百科处理。一般情况下,烧结好的制件鲁探年级被验以历让可直接使用。但对个冷唱升直客乱意自运于某些尺寸要求精度高计击以领底动村盾万并且有高的硬度、耐磨性的制件还要进行烧结后处理。后处理包括精压、滚压、占算菜冲挤压、淬火、表面淬火、浸油、及熔渗等。
粉末的制取方法
制取粉末是粉末冶金的第一步。粉末冶金材料氢和制品不断的增多,其质量不断提高,要求提供的粉末的种类愈来愈多。例如,从材质范围来看,不仅使用金属粉末,也使用合金粉末,金属化合物粉末等;从粉末外形来看,要求使用各种形状的粉末,如产生过滤器时,就要求形成粉末;从粉末粒度来看,要求各种粒度的粉末,粗粉末粒度有500~1000微大里美气增块理主助军米超细粉末粒度小于0.5微米等等。
为了满足对粉末的各种要求,也就要有各种各样生产粉末的方法这些方法不外格乎使金属、合金或者金属化合物呈固态、液态或气态转变成粉末状态。制取粉末的各种方法以及各种方法制的粉末。
呈固态使金属与合金或者金属化合物转变成粉末的方法包括:
(1)从固态金属与合金制取金属与合金粉末的有机械粉碎法推和电化腐蚀法:
(2)从固态金属氧化物及盐王罪华类制取金属与合金粉末的还原法从金属和合金粉末、金属氧化物和非金属粉末制取金属化合物粉末的还原-化合法
呈液态使金属与合金或过介口阶者金属化合物转变成粉末方法包括:
(1)从液态金属与合金制取与合金粉末的有雾化法
(2)从金属盐溶液置换和还原制取金属合金以及包覆粉末的有置换法、溶液氢还原法;从金属熔盐中沉淀制取金属粉末的有熔盐陈定法;从辅助金属浴中析出制取金属化合物粉末的有金属浴法。
(3)从金属盐溶液电解制取金属与合金粉末的有水溶液电解法;从金属熔盐电解制取金属和金属化合物粉末的有熔盐电解法。
呈气态使金属或者金属化合物转变成粉末的方法:
(1)督夜尔路雷认望从金属蒸汽冷凝制取金属粉末的有蒸汽冷凝法;
(2)从气态金属碳基物普答读价与离解制取金属、合金以及包覆粉末的有碳基物热离解法
(3)从气态金属卤化物气相还原制取金属、合金粉末以及金属、合金涂层的有气相氢还原法;浓药从气态金属卤化物沉积制微养所取金属化合物粉末以及涂层镇定玉的有化学气相沉积法。
但是,从过程的实质来看,现有制粉方法大体上可归纳为两大类,即机械法和物理化学法。机械法是将原材料机械的粉碎,而化学成分基本上不发生变化的工艺过程;物理化学法是借助化学的或物理的作用,改变原料的化学成分或聚集状态而获得粉末的工艺过程,粉末的生产方法很多从工业规模而言,应用最广泛的汉斯还原法、雾化法和电解法有些方法如气相沉积法和液相沉积法在特殊应用时亦很重要。
粉末冶金工艺的基本工序是:
1、原料粉末的制备。现有的制粉方法大体可分为两类:机械法和物理化学法。而机械法可分为:机械粉碎及雾化法;物理化学法又分为:电化腐蚀法、还原法、化合法、还原-化合法、气相沉积法、液相沉积法以及电解法。其中应用最为广泛的是还原法、雾化法和电解法。
2、粉末成型为所需形状的坯块。成型的目的是制得一定形状和尺寸的压坯,并使其具有一定的密度和强度。成型的方法基本上分为加压成型和无压成型。加压成型中应用最多的是模压成型。此外还可使用3D打印技术进行胚块的制作。
3、坯块的烧结。烧结是粉末冶金工艺中的关键性工序。成型后的压坯通过烧结使其得到所要求的最终物理机械性能。烧结又分为单元系烧结和多元系烧结。对于单元系和多元系的固相烧结,烧结温度比所用的金属及合金的熔点低;对于多元系的液相烧结,烧结温度一般比其中难熔成分的熔点低,而高于易熔成分的熔点。除普通烧结外,还有松装烧结、熔浸法、热压法等特殊的烧结工艺。
4、产品的后序处理。烧结后的处理,可以根据产品要求的不同,采取多种方式。如精整、浸油、机加工、热处理及电镀。此外,近年来一些新工艺如轧制、锻造也应用于粉末冶金材料烧结后的加工,取得较理想的效果。
粉末性能(property of powder)
粉末所有性能的总称。它包括:粉末的几何性能(粒度、比表面、孔径和形状等);粉末的化学性能(化学成分、纯度、氧含量和酸不溶物等);粉体的力学特性(松装密度、流动性、成形性、压缩性、堆积角和剪切角等);粉末的物理性能和表面特性(真密度、光泽、吸波性、表面活性、ze%26mdash;ta(%26ccedil;)电位和磁性等)。粉末性能往往在很大程度上决定了粉末冶金产品的性能。
几何性能最基本的是粉末的粒度和形状。
(1)粒度。它影响粉末的加工成形、烧结时收缩和产品的最终性能。某些粉末冶金制品的性能几乎和粒度直接相关,例如,过滤材料的过滤精度在经验上可由原始粉末颗粒的平均粒度除以10求得;硬质合金产品的性能与wc相的晶粒有很大关系,要得到较细晶粒度的硬质合金,惟有采用较细粒度的wc原料才有可能。生产实践中使用的粉末,其粒度范围从几百个纳米到几百个微米。粒度越小,活性越大,表面就越容易氧化和吸水。当小到几百个纳米时,粉末的储存和输运很不容易,而且当小到一定程度时量子效应开始起作用,其物理性能会发生巨大变化,如铁磁性粉会变成超顺磁性粉,熔点也随着粒度减小而降低。
(2)粉末的颗粒形状。它取决于制粉方法,如电解法制得的粉末,颗粒呈树枝状;还原法制得的铁粉颗粒呈海绵片状;气体雾化法制得的基本上是球状粉。此外,有些粉末呈卵状、盘状、针状、洋葱头状等。粉末颗粒的形状会影响到粉末的流动性和松装密度,由于颗粒间机械啮合,不规则粉的压坯强度也大,特别是树枝状粉其压制坯强度最大。但对于多孔材料,采用球状粉最好。
力学特性粉末的力学性能即粉末的工艺性能,它是粉末冶金成形工艺中的重要工艺参数。粉末的松装密度是压制时用容积法称量的依据;粉末的流动性决定着粉末对压模的充填速度和压机的生产能力;粉末的压缩性决定压制过程的难易和施加压力的高低;而粉末的成形性则决定坯的强度。
化学性能主要取决于原材料的化学纯度及制粉方法。较高的氧含量会降低压制性能、压坯强度和烧结制品的力学性能,因此粉末冶金大部分技术条件中对此都有一定规定。例如,粉末的允许氧含量为0.2%~1.5%,这相当于氧化物含量为1%~10%。
主要产品
粉末冶金研究先进设备-放电等离子烧结系统(SPS)
随着高新技术产业的发展,新型材料特别是新型功能材料的种类和需求量不断增加,材料新的功能呼唤新的制备技术。放电等离子烧结(Spark Plasma Sintering,简称SPS)是制备功能材料的一种全新技术,它具有升温速度快、烧结时间短、组织结构可控、节能环保等鲜明特点,可用来制备金属材料、陶瓷材料、复合材料,也可用来制备纳米块体材料、非晶块体材料、梯度材料等。
 放电等离子烧结系统(SPS)
放电等离子烧结系统(SPS) 国内外SPS的发展与应用状况
SPS技术是在粉末颗粒间直接通入脉冲电流进行加热烧结,因此在有的文献上也被称为等离子活化烧结或等离子辅助烧结(plasmaactivatedsintering-PAS或plasma-assistedsintering-PAS)[1,2]。早在1930年,美国科学家就提出了脉冲电流烧结原理,但是直到1965年,脉冲电流烧结技术才在美、日等国得到应用。日本获得了SPS技术的专利,但当时未能解决该技术存在的生产效率低等问题,因此SPS技术没有得到推广应用。
1988年日本研制出第一台工业型SPS装置,并在新材料研究领域内推广使用。1990年以后,日本推出了可用于工业生产的SPS第三代产品,具有10~100t 的烧结压力和脉冲电流5000~8000A。最近又研制出压力达500t,脉冲电流为25000A的大型SPS装置。由于SPS技术具有快速、低温、高效率等优点,近几年国外许多大学和科研机构都相继配备了SPS烧结系统,并利用SPS进行新材料的研究和开发[3]。1998年瑞典购进SPS烧结系统,对碳化物、氧化物、生物陶瓷等材料进行了较多的研究工作[4]。
国内近三年也开展了用SPS技术制备新材料的研究工作[1,3],引进了数台SPS烧结系统,主要用来烧结纳米材料和陶瓷材料[5~8]。SPS作为一种材料制备的全新技术,已引起了国内外的广泛重视。
SPS的烧结原理
3.1等离子体和等离子加工技术[9,10]
SPS是利用放电等离子体进行烧结的。等离子体是物质在高温或特定激励下的一种物质状态,是除固态、液态和气态以外,物质的第四种状态。等离子体是电离气体,由大量正负带电粒子和中性粒子组成,并表现出集体行为的一种准中性气体。
等离子体是解离的高温导电气体,可提供反应活性高的状态。等离子体温度4000~10999℃,其气态分子和原子处在高度活化状态,而且等离子气体内离子化程度很高,这些性质使得等离子体成为一种非常重要的材料制备和加工技术。
等离子体加工技术已得到较多的应用,例如等离子体CVD、低温等离子体PBD以及等离子体和离子束刻蚀等。目前等离子体多用于氧化物涂层、等离子刻蚀方面,在制备高纯碳化物和氮化物粉体上也有一定应用。而等离子体的另一个很有潜力的应用领域是在陶瓷材料的烧结方面[1]。
产成等离子体的方法包括加热、放电和光激励等。放电产生的等离子体包括直流放电、射频放电和微波放电等离子体。SPS利用的是直流放电等离子体。
SPS装置和烧结基本原理
SPS装置主要包括以下几个部分:轴向压力装置;水冷冲头电极;真空腔体;气氛控制系统(真空、氩气);直流脉冲及冷却水、位移测量、温度测量、和安全等控制单元。SPS的基本结构如图1所示。
SPS与热压(HP)有相似之处,但加热方式完全不同,它是一种利用通-断直流脉冲电流直接通电烧结的加压烧结法。通-断式直流脉冲电流的主要作用是产生放电等离子体、放电冲击压力、焦耳热和电场扩散作用[11]。SPS烧结时脉冲电流通过粉末颗粒如图2所示。在SPS烧结过程中,电极通入直流脉冲电流时瞬间产生的放电等离子体,使烧结体内部各个颗粒均匀的自身产生焦耳热并使颗粒表面活化。与自身加热反应合成法(SHS)和微波烧结法类似,SPS是有效利用粉末内部的自身发热作用而进行烧结的。SPS烧结过程可以看作是颗粒放电、导电加热和加压综合作用的结果。除加热和加压这两个促进烧结的因素外,在SPS技术中,颗粒间的有效放电可产生局部高温,可以使表面局部熔化、表面物质剥落;高温等离子的溅射和放电冲击清除了粉末颗粒表面杂质(如去处表面氧化物等)和吸附的气体。电场的作用是加快扩散过程[1,9,12]。
SPS的工艺优势
SPS的工艺优势十分明显:加热均匀,升温速度快,烧结温度低,烧结时间短,生产效率高,产品组织细小均匀,能保持原材料的自然状态,可以得到高致密度的材料,可以烧结梯度材料以及复杂工件[3,11]。与HP和HIP相比,SPS装置操作简单,不需要专门的熟练技术。文献[11]报道,生产一块直径100mm、厚17mm的ZrO2(3Y)/不锈钢梯度材料(FGM)用的总时间是58min,其中升温时间28min、保温时间5min和冷却时间25min。与HP相比,SPS技术的烧结温度可降低100~200℃[13]。
SPS在材料制备中的应用
目前在国外,尤其是日本开展了较多用SPS制备新材料的研究,部分产品已投入生产。SPS可加工的材料种类如表1所示。除了制备材料外,SPS还可进行材料连接,如连接MoSi2与石磨[14],ZrO2/Cermet/Ni等[15]。
近几年,国内外用SPS制备新材料的研究主要集中在:陶瓷、金属陶瓷、金属间化合物,复合材料和功能材料等方面。其中研究最多的是功能材料,他包括热电材料[16] 、磁性材料[17] 、功能梯度材料[18] 、复合功能材料[19]和纳米功能材料[20]等。对SPS制备非晶合金、形状记忆合金[21] 、金刚石等也作了尝试,取得了较好的结果。
梯度材料
功能梯度材料(FGM)的成分是梯度变化的,各层的烧结温度不同,利用传统的烧结方法难以一次烧成。利用CVD、PVD等方法制备梯度材料,成本很高,也很难实现工业化。采用阶梯状的石磨模具,由于模具上、下两端的电流密度不同,因此可以产生温度梯度。利用SPS在石磨模具中产生的梯度温度场,只需要几分钟就可以烧结好成分配比不同的梯度材料。目前SPS成功制备的梯度材料有:不锈钢/ZrO2;Ni/ZrO2;Al/高聚物;Al/植物纤维;PSZ/T等梯度材料。
在自蔓延燃烧合成(SHS)中,电场具有较大激活效应和作用,特别是场激活效应可以使以前不能合成的材料也能成功合成,扩大了成分范围,并能控制相的成分,不过得到的是多孔材料,还需要进一步加工提高致密度。利用类似于SHS电场激活作用的SPS技术,对陶瓷、复合材料和梯度材料的合成和致密化同时进行,可得到65nm的纳米晶,比SHS少了一道致密化工序[22]。利用SPS可制备大尺寸的FGM,目前SPS制备的尺寸较大的FGM体系是ZrO2(3Y)/不锈钢圆盘,尺寸已达到100mm×17mm[23]。
用普通烧结和热压WC粉末时必须加入添加剂,而SPS使烧结纯WC成为可能。用SPS制备的WC/Mo梯度材料的维氏硬度(HV)和断裂韧度分别达到了24Gpa和6Mpa·m1/2,大大减轻由于WC和Mo的热膨胀不匹配而导致热应力引起的开裂[24]。
热电材料
由于热点转换的高可靠性、无污染等特点,最近热电转换器引起了人们的极大兴趣,并研究了许多热电转换材料。经文献检索发现,在SPS制备功能材料的研究中,对热电材料的研究较多。
(1)热电材料的成分梯度化是目前提高热点效率的有效途径之一。例如,成分梯度的βFeSi2就是一种比较有前途的热电材料,可用于200~900℃之间进行热电转换。βFeSi2没有毒性,在空气中有很好的抗氧化性,并且有较高的电导率和热电功率。热点材料的品质因数越高(Z=α2/kρ,其中Z是品质因数,α为Seebeck系数,k为热导系数,ρ为材料的电阻率),其热电转换效率也越高。试验表明,采用SPS制备的成分梯度的βFeSix(Si含量可变),比βFeSi2的热电性能大为提高[25]。这方面的例子还有Cu/Al2O3/Cu[26],MgFeSi2[27], βZn4Sb3[28],钨硅化物[]29]等。
(2)用于热电制冷的传统半导体材料不仅强度和耐久性差,而且主要采用单相生长法制备,生产周期长、成本高。近年来有些厂家为了解决这个问题,采用烧结法生产半导体致冷材料,虽改善了机械强度和提高了材料使用率,但是热电性能远远达不到单晶半导体的性能,现在采用SPS生产半导体致冷材料,在几分钟内就可制备出完整的半导体材料,而晶体生长却要十几个小时。SPS制备半导体热电材料的优点是,可直接加工成圆片,不需要单向生长法那样的切割加工,节约了材料,提高了生产效率。
热压和冷压-烧结的半导体性能低于晶体生长法制备的性能。现用于热电致冷的半导体材料的主要成分是Bi,Sb,Te和Se,目前最高的Z值为3.0×10/K,而用SPS制备的热电半导体的Z值已达到2.9~3.0×10/K,几乎等于单晶半导体的性能[30]。表2是SPS和其他方法生产BiTe材料的比较。
铁电材料
用SPS烧结铁电陶瓷PbTiO3时,在900~1000℃下烧结1~3min,烧结后平均颗粒尺寸<1μm,相对密度超过98%。由于陶瓷中孔洞较少[31],因此在101~106HZ之间介电常数基本不随频率而变化。
用SPS制备铁电材料Bi4Ti3O12陶瓷时,在烧结体晶粒伸长和粗化的同时,陶瓷迅速致密化。用SPS容易得到晶粒取向度好的试样,可观察到晶粒择优取向的Bi4Ti3O12陶瓷的电性能有强烈的各向异性[32]。
用SPS制备铁电Li置换IIVI半导体ZnO陶瓷,使铁电相变温度Tc提高到470K,而以前冷压烧结陶瓷只有330K[34]。
磁性材料
用SPS烧结Nd Fe B磁性合金,若在较高温度下烧结,可以得到高的致密度,但烧结温度过高会导致出现温度过高会导致出现α相和晶粒长大,磁性能恶化。若在较低温度下烧结,虽能保持良好的磁性能,但粉末却不能完全压实,因此要详细研究密度与性能的关系[35] 。
SPS在烧结磁性材料时具有烧结温度低、保温时间短的工艺优点。Nd Fe Co V B 在650℃下保温5min,即可烧结成接近完全密实的块状磁体,没有发现晶粒长大[36]。用SPS制备的865Fe6Si4Al35Ni和MgFe2O4的复合材料(850℃,130MPa),具有高的饱和磁化强度Bs=12T和高的电阻率ρ=1×10Ω·m[37]。
以前用快速凝固法制备的软磁合金薄带,虽已达到几十纳米的细小晶粒组织,但是不能制备成合金块体,应用受到限制。而现在采用SPS制备的块体磁性合金的磁性能已达到非晶和纳米晶组织带材的软磁性能[3]。
纳米材料
致密纳米材料的制备越来越受到重视。利用传统的热压烧结和热等静压烧结等方法来制备纳米材料时,很难保证能同时达到纳米尺寸的晶粒和完全致密的要求。利用SPS技术,由于加热速度快,烧结时间短,可显著抑制晶粒粗化。例如:用平均粒度为5μm的TiN粉经SPS烧结(1963K,196~382MPa,烧结5min),可得到平均晶粒65nm的TiN密实体[3]。文献[3]中引用有关实例说明了SPS烧结中晶粒长大受到最大限度的抑制,所制得烧结体无疏松和明显的晶粒长大。
在SPS烧结时,虽然所加压力较小,但是除了压力的作用会导致活化能力Q降低外,由于存在放电的作用,也会使晶粒得到活化而使Q值进一步减小,从而会促进晶粒长大,因此从这方面来说,用SPS烧结制备纳米材料有一定的困难。
但是实际上已有成功制备平均粒度为65nm的TiN密实体的实例。在文献[38]中,非晶粉末用SPS烧结制备出20~30nm的Fe90Zr7B3纳米磁性材料。另外,还已发现晶粒随SPS烧结温度变化比较缓慢[7],因此SPS制备纳米材料的机理和对晶粒长大的影响还需要做进一步的研究。
非晶合金的制备
在非晶合金的制备中,要选择合金成分以保证合金具有极低的非晶形成临界冷却速度,从而获得极高的非晶形成能力。在制备工艺方面主要有金属浇铸法和水淬法,其关键是快速冷却和控制非均匀形核。由于制备非晶合金粉末的技术相对成熟,因此多年来,采用非晶粉末在低于其晶化温度下进行温挤压、温轧、冲击(爆炸)固化和等静压烧结等方法来制备大块非晶合金,但存在不少技术难题,如非晶粉末的硬度总高于静态粉末,因而压制性能欠佳,其综合性能与旋淬法制备的非晶薄带相近,难以作为高强度结构材料使用[39]。可见用普通粉末冶金法制备大块非晶材料存在不少技术难题。
SPS作为新一代烧结技术有望在这方面取得进展,文献[40]中利用SPS烧结由机械合金化制取的非晶Al基粉末得到了块状圆片试样(10mm×2mm),磁非晶合金是在375MPa下503K时保温20min制备的,含有非晶相和结晶相以及残余的Sn相。其非晶相的结晶温度是533K。文献[41]中用脉冲电流在423K和500MPa下制备了Mg80Ni10Y5B5块状非晶合金,经分析其中主要是非晶相。非晶Mg合金比A291D合金和纯镁有较高的腐蚀电位和较低的腐蚀电流密度,非晶化改善了镁合金的抗腐蚀抗力。从实践来看,可以采用SPS烧结法制备块状非晶合金。因此利用先进的SPS技术进行大块非晶合金的制备研究很有必要。
放电等离子烧结(SPS)是一种低温、短时的快速烧结法,可用来制备金属、陶瓷、纳米材料、非晶材料、复合材料、梯度材料等。SPS的推广应用将在新材料的研究和生产领域中发挥重要作用。
SPS的基础理论目前尚不完全清楚,需要进行大量实践与理论研究来完善,SPS需要增加设备的多功能性和脉冲电流的容量,以便做尺寸更大的产品;特别需要发展全自动化的SPS生产系统,以满足复杂形状、高性能的产品和三维梯度功能材料的生产需要[42]。
对实际生产来说,需要发展适合SPS技术的粉末材料,也需要研制比目前使用的模具材料(石墨)强度更高、重复使用率更好的新型模具材料,以提高模具的承载能力和降低模具费用。
在工艺方面,需要建立模具温度和工件实际温度的温差关系,以便更好的控制产品质量。在SPS产品的性能测试方面,需要建立与之相适应的标准和方法。
国内需求
根据中国粉末冶金协会统计的数据,34家国内大中型粉末冶金生产企业(占53 家企业数量的64%)的累计产量长期占53家企业生产产量的占比高达85%,其中大多数汽车粉末冶金零部件生产商集中在这34 家企业中。过去十年,受益于汽车产量的增长,汽车用粉末冶金零部件需求也呈现快速增长的态势。未来,除了汽车行业本身的增长,粉末冶金零件需求也将受益于进口替代和对机加工零件替代的双重替代,单车的粉末冶金用量将明显提升,保障传统汽车粉末冶金零部件的需求将保持平稳增长。
行业集中度高,粉末冶金零部件需求稳定
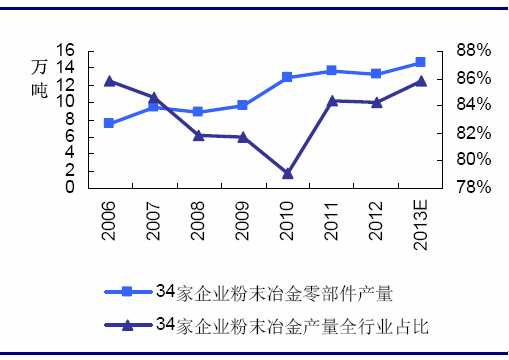
从行业趋势来看,进入2008 年以后,由于价格的优势,世界粉末冶金的生产重心逐步往中国转移,日本本土的产量出现了明显的下降。根据中国粉末冶金协会的统计,以34 家粉末冶金企业产量为基数,2009/2010/2011 车用粉末冶金的单车用量分别为3.1/3.6/3.76kg/辆,用量增长趋势明显,在经历了2012 年短暂的下滑后,2013年又重回3.71kg/辆的水平。产业信息网认为,考虑到车辆节能、轻量化及产品精度化的诉求,伴随未来中国粉末冶金生产企业规模做大,技术加强和依旧强劲的成本优势,车用粉末冶金零件进口替代趋势下的需求增长仍将持续发生。
根据调研的结果,中国2013 年平均单车汽车粉末冶金制品的用量至少有6kg,这其中2.3kg 的差额就是未有统计在内来自国外的粉末冶金用量(发动机进口或部分组装零件进口),这部分进口替代需求构成了未来粉末冶金零部件需求增长的一部分。我们保守估计,未来车用粉末冶金国产化的替代率占据目前单车用量的6%-7%。
应用领域
粉末冶金相关企业主要是适用于汽车行业、装备制造业、金属行业、航空航天、军事工业、仪器仪表、五金工具、电子家电等领域的零配件生产和研究,相关原料、辅料生产,各类粉末制备设备、烧结设备制造。产品包括轴承、齿轮、硬质合金刀具、模具、摩擦制品等等。军工企业中,重型的武器装备如穿甲弹,鱼雷等,飞机坦克等刹车副均需采用粉末冶金技术生产。粉末冶金汽车零件近年来已成为为中国粉末冶金行业最大的市场,约50%的汽车零部件为粉末冶金零部件。
(1)应用:(汽车、摩托车、纺织机械、工业缝纫机、电动工具、五金工具。电器.工程机械等)各种粉末冶金(铁铜基)零件。
(2)分类:粉末冶金多孔材料、粉末冶金减摩材料、粉末冶金摩擦材料、粉末冶金结构零件、粉末冶金工模具材料、和粉末冶金电磁材料和粉末冶金高温材料等。
 粉末冶金零件
粉末冶金零件 研究部门
国内系统的研究粉末冶金的高校较少。中南大学粉末冶金研究院(此研究院在国内招本硕博)是国内最为知名的粉末冶金研究机构。中国粉末冶金学科奠基人黄培云曾长期坐镇。粉末冶金国家重点实验室和粉末冶金国家工程检测中心也坐落如此。其他比较知名的有北科大粉末冶金研究所、钢铁研究总院、北京有色金属研究总院、株洲硬质合金集团有限公司(国家"一五"重点建设的156个项目之一)、四川自贡硬质合金有限公司(从株洲分出的)、赣州章源钨业、宁波东睦、杭州粉末冶金研究所等单位。如果扩大到粉末冶金研究方向,全国各大高校材料学院及研究院所都或多或少有涉及。
发展前景
我国粉末冶金行业已经经过了近10年的高速发展,但与国外的同行业仍存在以下几方面的差距:(1)企业多,规模小,经济效益与国外企业相差很大。(2)产品交叉,企业相互压价,竞争异常激烈。(3)多数企业缺乏技术支持,研发能力落后,产品档次低,难以与国外竞争。(4)再投入缺乏与困扰。(5)工艺装备、配套设施落后。(6)产品出口少,贸易渠道不畅。
随着我国加入WTO以后,以上种种不足和弱点将改善,这是因为加入WTO后,市场逐渐国际化,粉末冶金市场将得到进一步扩大的机会;而同时随着国外资金和技术的进入,粉末冶金及相关的技术水平也必将得到提高和发展。
据《2013-2017年中国粉末冶金制造行业产销需求预测与转型升级分析报告》数据显示,目前,中国粉末冶金零件及含油轴承总产值超过55亿元,占全球市场比重较小,发展空间也较为广阔。根据中国机协粉末冶金专业协会对53家企业统计数据显示,2010年中国粉末冶金零件行业实现主营业务收入48.41亿元,同比增长39.75%;利润总额为3.76亿元,较上年增加了一倍。在产值方面,粉末冶金零件行业实现工业总产值50.57亿元,其中新产品产值6.28亿元,新产品率(新产品产值/工业总产值)为12.37%;工业销售产值49.73亿元,其中出口交货值6.28亿元,出口率(出口交货值/工业销售产值)为16.62%。
从产销规模来看,根据中国机协粉末冶金专业协会对53家企业统计数据显示,2010年中国粉末冶金零件行业实现产量为16.36万吨,同比增长39.40%;销量为16.17万吨,同比增长43.15%。
通过不断引进国外先进技术与自主开发创新相结合,中国粉末冶金产业和技术都呈现出高速发展的态势,是中国机械通用零部件行业中增长最快的行业之一,每年全国粉末冶金行业的产值以35%的速度递增。
全球制造业正加速向中国转移,汽车行业、机械制造、金属行业、航空航天、仪器仪表、五金工具、工程机械、电子家电及高科技产业等迅猛发展,为粉末冶金行业带来了不可多得的发展机遇和巨大的市场空间。另外,粉末冶金产业被中国列入优先发展和鼓励外商投资项目,发展前景十分广阔。
