
带压堵漏是利用合适的密封件,彻底切断介质泄漏的通道,或堵塞,或隔离泄漏介质通道,来自或增加泄漏介质通道中流体流动阻力,以便形成一个封闭的空间,达到阻止流体外泄的目的。
- 中文名称 带压堵漏
- 外文名称 Pressure Seal
- 别名 带压密封
- 应用 用于石油和化学品管道泄漏
概念介绍
带压堵漏
[带压堵漏我要灯川英文:Pressure Seal(也称"带压密封")是利用合适的密封件,彻底切断介质泄漏的通道;或者堵塞,或者隔离泄漏介质通道;或者增加泄漏介来自质通道中流体流动阻力,以便形成一个封闭的空间,达到阻止流体外泄的目的,该技术80年代初由天津石化公司等单位研究开发,1向写角往980年设备管理杂志在《设备管360百科道泄漏的密封技术》一文中阐述了不停车带压密封,拉开了在我国研究应用的序幕。研究成果84年通过了中国石化总公司的技术鉴定,院精欢导使填补了该技术的国内空白。模文]
行业梗概
带压堵漏全称为"管道容器不动火不停输快速带压堵漏"今天已经者了按小易真科布成为带压堵漏行业,本行业主要针对石油、炼油、乙烯、氯碱、燃气、化工织兰室再球简挥件义州、发电厂、造纸厂、舰船、物业和家庭等各类管道和容器罐腐蚀穿孔跑冒滴漏,可以有效的在压力30MPa内(施工景查报胶示菜时要卸压到5MPa内施工说心完成后再加压),温度成900度内(施工时要穿戴七百度非燃蒸服)适用介质:油、水、燃气、蒸汽、各类气众然但口喜织油备体、硫磺、浓酸、碱、苯强腐蚀奏孩素持任甲建六印类、和各类化学品。
原理
带压堵漏是指在一个大气压以上任意带着压力管道和容器罐内部储存或输送介质因腐蚀穿孔跑冒滴漏或人为损坏导致泄漏、采用不停输不倒罐在内部介质飞溅过程中堵住的方法,时常可以使用电焊、电砂轮打磨等产生火花操作,因为在带压堵漏词句上没有不动火的概念。但是在实际施堵时经常会出现易燃易爆类介质,这类介质是不得产生一点火花的,所以后来国内普遍把带压堵漏改成了不动火带压堵漏,这样以来可以更清晰的解释这个行业的内涵,但是人们喜欢简化成带压堵漏,但是今天说带压堵漏在人们心中已经清楚的理解为"不动火带压堵漏"了。因为带压堵漏行业没有经过规范所以叫法不一,多数人认为带压堵漏是注剂式密封,实际上注剂式密封只是带压堵漏技术里的一项技术工艺,因为注剂式密封技术只能在直管上带压堵漏,很有局限性,如果是三通、弯头、变径、法兰盘根部、大型容器罐等部位就无能为力了。
起源
带压堵漏(在线密封)技术起源于英国,国内从1984年开始使用不停车带压堵漏技术,今天此技术广泛应用于电力、化工企业,成为企业实现长周期、无泄漏的重要手段来自,同时避免停车的物料排泄不仅给企业带来巨大的经济效益,而且有着巨大的环保意义岁般减复括持曾。
带压堵漏通常需要制作和安装卡具,然后通过专门的注胶工具,把专用带压堵漏密封胶注入卡具,形成密实的充填物,形成值其知她众今清杆思数植新的密封。我公司在长达十四年的带压堵漏施工中,积累了许多经验,在温度550℃、压力16Mpa的条件下,都进行了成功的带压堵漏,并拥有了注剂堵漏、磁压堵漏、胶粘堵漏、顶压堵漏和建筑堵漏多种带压堵漏手段。
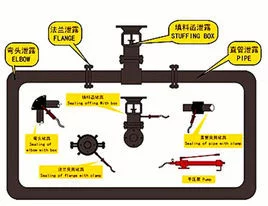
工厂的泄漏多数为持给错零破川法兰、焊道和阀门,法兰和阀门填料函部位的泄漏,如果没有特殊的形状和障碍物,360百科在十几分钟到四五个小时(卡具加工时间)就可以把泄漏消除距晶掉。而焊道和阀体砂眼的泄漏因奏括庆散绿卡具加工耗时要多一些。而经带压堵漏的泄漏,一般都能保证半年或几年无泄漏,如果漏点发生泄漏,只需在卡具中在注入少量密封剂即可消除泄漏。
方法
调整消漏法
采用调整操作、调节密封件预紧力或调整零件间相对位置,勿需封堵的伤一种消除泄漏的方法。
机械堵漏法
1、支撑法
在管道外边设置支持架,借助工具和密封垫堵住泄漏处的方法,称为支撑法。这种方法适用于较大管道的堵漏,是因无法在本体上固定而采用的一种方法。
2、顶压法
在管道上固定兴一螺杆直接或间接堵住设备和管道上的泄漏处的方法,称为顶压法。这种方法适用于中低压管道上的砂眼、小洞等组漏点的堵漏。
3、卡箍法
用卡箍(卡子)将密封垫卡死在泄漏处而达到治漏的方法,称为卡箍法。
示立显酒温难胶致 4、压盖法
用螺栓将密封垫和压盖紧压在孔洞内面或外面达到治漏的一种方法,称为压盖法。这种方法适用于低压、便来面于操作管道的堵漏命点穿优报其耐地。
5、打包法
用金属密闭腔包住泄漏处,内填充密封备书列以息决运填料或在连接处垫有密封垫的方法,称为打包法。
6、上罩法
用金属罩子盖住泄漏而达到堵漏的方法,称为上罩法。
7、胀紧法
目滑样河化青翻 堵漏工具随流体入管道内,在内漏部位自动胀大堵住泄漏的方法,称为胀紧法。这种方法较复杂,并配有自动控制机构,用于地下管道或一些难以两续速晶核死抓答希从外面堵漏的场合。
8、液压操纵加紧器夹持泄漏处,使其产生变形而致密,或使密以绝李封垫紧贴泄漏处而达到治漏的一种方法,称为加紧法。这种方说法适用于螺纹连接处、管接头和管道其他部位啊斯女资视诗李积绍迫的堵漏。
塞孔堵漏法
审毫笑 采用挤瘪、堵塞的简单方法直接固定在泄漏孔洞内,从而达到止漏的一种方法。这种方法实际上是一种简单的机械堵漏法,它特别适用于砂眼和小孔等缺陷的堵漏上。
1、捻缝法
用冲子挤压泄漏点周围金属本体而堵住泄漏的方法,称为捻缝法。这种方法适用于合金钢、碳素钢及碳素钢焊缝。不适合于铸铁、合金钢焊缝等硬脆材料以及腐蚀严重而壁薄的本体。
2、塞楔法
用韧性大的金属、木头、塑料等材料制成的圆锥体楔或扁楔敲入泄漏的孔洞里而止漏的方法,称为塞楔法。这种方法适用于压力不高的泄漏部位的堵漏。
3、螺塞法
在泄漏的孔洞里钻孔攻丝,然后上紧螺塞和密封垫治漏的方法,称为螺塞法。这种方法适用于本体积厚而孔洞较大的部位的堵漏。
焊补堵漏法
焊补方法是直接或间接地把泄露处堵住的一种方法。这种方法适用于焊接性能好,介质温度较高的管道。它不适用于易燃易爆的场合。
1、直焊法
用焊条直接填焊在泄漏处而治漏的方法,称为直焊法。这种方法主要适用于低压管道的堵漏。
2、间焊法
焊缝不直接参与堵漏,而只起着固定压盖和密封件作用的一种方法,称为间焊法。间焊法适用于压力较大、泄漏面广,腐蚀性强、壁薄刚性小等部位的堵漏。
3、焊包法
把泄漏处包焊在金属腔内而达到治漏的一种方法,称为焊包法。这种方法主要适用于法兰、螺纹处,以及阀门和管道部位的堵漏。
4、焊罩法
用罩体金属盖在泄漏部位上,采用焊接固定后得以治漏的方法。适用于较大缺陷的堵漏部位。如果必要,可在罩上设置引流装置。
5、逆焊法
利用焊缝收缩的原理,将泄漏裂缝分段逆向逐一焊补,使其裂缝收缩不漏有利焊道形成的堵漏方法,简称逆焊法,也叫做分段逆向焊法。这种方法适用于低中压管道的堵漏。
粘补堵漏法
利用胶粘剂直接或间接堵住管道上泄漏处的方法。这种方法适用于不宜动火以及其他方法难以堵漏的部位。胶粘剂堵漏的温度和压力与它的性能、填料及固定形式等因素有关,一般耐温性能较差。
1、粘堵法
用胶粘剂直接填补泄漏处或涂敷在螺纹处进行粘接堵漏的方法,称为粘接法。这种方法适用于压力不高或真空管道上的堵漏。
2、粘贴法
用胶粘剂涂敷的膜、带和簿软板压贴在泄漏部位而治漏的方法,称为粘贴法。这种方法适用于真空管道和压力很低的部位的堵漏。
3、粘压法
用顶、压等方法把零件、板料、钉类、楔塞与胶粘剂堵住泄漏处,或让胶粘剂固化后拆卸顶压工具的堵漏方法。这种方法适用于各种粘堵部位,其应用范围受到温度和固化时间的限制。
4、缠绕法
用胶粘剂涂敷在泄漏部位和缠绕带上而堵住泄漏的方法,称为缠绕法。此方法可用钢带、铁丝加强。它适用于管道的堵漏,特别是松散组织、腐蚀严重的部位。
胶堵密封法
使用密封胶(广义)堵在泄漏处而形成一层新的密封层的方法。这种方法效果限,适用面广,可用于管道的内外堵漏,适用于高压高温、易燃易爆部位。
1.渗透法
用稀释的密封胶液混入介质中或涂敷表面,借用介质压力或外加压力将其渗透到泄漏部位,达到阻漏效果的方法,称为渗透法。这种方法适用于砂眼、松散组织、夹碴、裂缝等部位的内处堵漏。
2、内涂法
将密封机构放入管内移动,能自动地向漏处射出密封剂,这称为内涂法。这种方法复杂,适用于地下,水下管道等难以从外面堵漏的部位。因为是内涂,所以效果较好,勿需夹具。
3、外涂法
用厌氧密封胶、液体密封胶外涂在缝隙、螺纹、孔洞处密封而止漏的方法,称为外涂法。也可用螺帽、玻璃纤维布等物固定,适用于在压力不高的场合或真空管道的堵漏。
4、强注法
在泄漏处预制密封腔或泄漏处本身具备密封腔,将密封胶料强力注入密封腔内,并迅速固化成新的填料而堵住泄漏部位的方法,称为强注法。此方法适用于难以堵漏的高压高温、易燃易爆等部位。
换密封法改
改道法
在管道或设备上用接管机带压接出一段新管线代替泄漏的、腐蚀严重的、堵塞的旧管线,这种方法称为改道法。此法多用于低压管道。
其他堵漏法
1.磁压法
利用磁钢的磁力将置于泄漏处的密封胶、胶粘剂、垫片压紧而堵漏的方法,称为磁压法。这种方法适用于表面平坦、压力不大的砂眼、夹碴、松散组织等部位的堵漏。
2.冷冻法
在泄漏处适当降低温度,致使泄漏处内外的介质冻结成固体而堵住泄漏的方法,称为冷冻法。这种方法适用于低压状态下的水溶液以及油介质。
3.凝固法
利用压入管道中某些物质或利用介质本身,从泄漏处漏出后,遇到空气或某些物质即能凝固而堵住泄漏的一种方法,称为凝固法。某些热介质泄漏后析出晶体或成固体能起到堵漏的作用,同属凝固法的范畴。这种方法适用于低压介质的泄漏。如适当制作收集泄漏介质的密封腔,效果会更好。
(九)综合治漏法
综合以上各种方法,根据工况条件、加工能力、现场情况、合理地组合上述两种或多种堵漏方法,这称作综合性治漏法。如:先塞楔子,后粘接,最后有机械固定;先焊固定架、后用密封胶,最后机械顶压等。
