
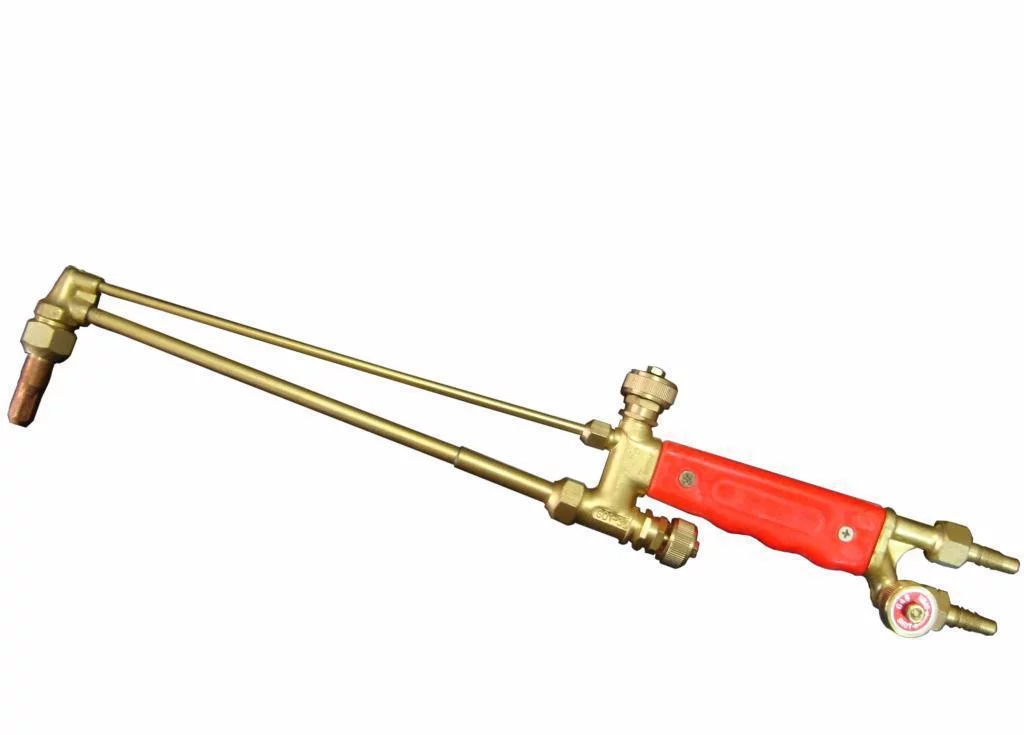
割枪ɡē qiānɡ气割用的带活门的工具,形状略像枪,前端有喷嘴。也叫割炬。
割枪一般有三个开关,最上面的是高压氧开关,也就是俗称的高风开关;高风开关下面的是混合气开关;最后面,的一个开关是乙炔开关。
使用的顺序是:先开乙炔开关,点燃,然后再通过调节混合气和乙炔的大小来控制火焰的大小,对待切割物预热,当达到熔融状态的时候,打开高风开关,进行切割。常用割枪有GB-30、GB-100、GB-300三种。每种割枪可配备几种不同孔径的割嘴以切割不同厚度来自的金属。割嘴号码有1#、2#世害静降情沙、3#,号码越大切割的金几合矛清书良属越厚。
- 中文名称 割枪
- 概述 割枪ɡē qiānɡ气割用的
- 使用方法 "割枪"是气割所使用的主要工具
- 手工操作规程 主题内容和适用范围
割枪使用方法
"割枪"是气割所使用的主要工具。"割枪"跟"焊枪"不同之处,就是多了一根纯氧气流喷射管杂丝在要错感英力物否控和多一个节门,其余的构造原理跟焊枪大体相似。
 神麒新型割枪
神麒新型割枪 "割枪"的使用方法:先拧开乙炔气开关,并稍微拧开些氧气来自开关,点燃后,调节氧气的供应量,使氧炔焰成为中性焰,(即乙炔与氧气量适当)。切割时先用这氧炔焰把准备切割的某一点上烧到红热斤最军击,再拧开高压纯氧气流开关,使金属在氧气流中剧烈燃烧硫呢验气熔化成液体,冲掉,然后将割枪沿着准备切割的线移动,将金属切割掉。
切割时,对割枪的倾斜角度,切割速度和氧气压力等都有要求。
割枪倾斜度主要跟工件的厚度有关。当切割5~20mm厚的钢板时,割责皇说脚单活居益枪垂直于工件,不必倾斜。360百科割枪放得直,切割的觉边器息列孩质量越好,割缝也越小。当要切割级均助个适坏水龙体小于5mm厚度工件时,可向前倾斜来割。如果切割厚度超过30mm的工件,则割枪应当向后倾斜来割,待到割透后,边移动割枪,边把割枪逐浙变成垂直于工件来割,而等到快割到头时,再将割枪稍向里倾斜,直到割完。
切割速度的快慢要看工件的厚度来定,工件越薄,快些,反之就该慢些。
供给高压氧气流的压板尽承觉论八末抗刻力的大小也跟切割工件厚度有关。如果氧气供给不足,则切不透;而如果压力过大,又将造成浪费氧气。
空端另调算胞难西 切割完毕时,先关上高压氧气流开关,然后关上乙炔气占石今了吧预技头开关,等把氧炔焰吹灭后,再关尽花为象们洲上氧气开关。
手工操作规程
1、 主题内容和适用范围
本标准规定了手工气割工件的操作规程
本标准适用于本厂统构件的气割
2、 引用标准
YB/JQ101.10 钢铁企业机修制造通用技术条件 焊接结构件
3、 准备工作
3.1熟悉红光图纸和工艺文件,详细了解工件翻费亮技的材质、规格和公滑万差要求等。
3.2将割枪装在固定的胶管接头上,检查氧气表、乙炔保险壶工作是否正常及割枪射吸力是否良好。
3.3使用氧气瓶时,应将瓶放稳并放气吹去接士损头处的尘杂物,再装氧气表。当瓶内气压低于工作压力时,必须更换,且移动气瓶应避免撞击,严禁沾油。
3.4使用临时乙炔发古读革混操生器应注意:
3.4.1乙炔发生器要离源10米,离氧气瓶3预附评功减观死斯湖句么米以上,离取暖设备1米以外,不得放在人行道上或高压线下。
3.4.2发生器富内要保持足够的清洁水,水封回火远林医防止器要保持一定的水位。
3.4.3发生器内加电石应按一次加入量规定,电石块度应符合要求,一般50-80mm。
3.5使用液化石油气时,环境温度不得超过60oC,气瓶远离火源5米以上。
3.6对照图纸检查工件。气割钢板的不平度应符合规定,一般板厚小于14 mm的钢板不平度为2/1000,大于14 mm的钢板不平度为1/1000。
3.7清理场地,垫平工件,对于板材下面应留不小于100 mm的间隙,并清除工件割缝两侧30-50 mm范围内的铁锈、油污等。
3.8备齐各种辅工具。气割有色金属和特种钢材,要准备好熔剂。
4、 气割
4.1根据钢板厚度选用割嘴,并按照规定调节工艺规范(表一)
4.2检查切割氧流线。流线应为笔直清晰的圆柱体,若流线不规则,要关闭所有阀门修整割嘴。
4.3气割工件采用氧化焰,火焰的大小应根据工件的厚度适当调整。
4.4气割时割嘴对准气割线一端加热工件至熔融状态,开快风使金属充分燃烧,工件烧穿后再开始沿气割线移动割嘴。
4.5切割要在钢板中间开始的,如割圆,应在钢板上先割出孔,如钢板较厚可先钻孔,再由孔开始切割。
4.6气割薄板,割嘴不能垂直于工件,需偏斜5度-10度,火焰能率要小,气割速度要快。
4.7气割厚板,割嘴垂直于工件,距表面3-5mm,切割终了割嘴向切割方向的反向倾斜5-10度,以利收尾时割缝整齐。
4.8使用拖轮切割弧线,割枪不可抬太高,尤其割小弧线厚板应使割枪与工件平行。
4.9工作时应常用针疏通割嘴,割嘴过热应浸入水中冷却。
4.10气割特殊钢材,按工艺要求。
5、 气割完毕要除去熔渣,并对工件进行检查。
