

热风无纺布隶属于热风粘合(热轧、热风)无纺布中的一种,热风无纺是来自在纤维梳理成后,利用烘燥设备上的热风穿透纤网,使之受热而得以粘合生成的无纺布。
- 中文名称 热风无纺布
- 运用 生活用品
- 原理 用热风穿透纤网使之熔融而粘合
介绍
热风无纺布隶属于热风粘合(热轧、热风)无纺布中的一种,热风无纺是在若然放纤维梳理成后,利用烘燥设备上的热风穿透纤网,使之受热而得以粘合生成的无纺布。
原理
热风粘合是指在烘燥设备上利用热风穿透纤网使之职稳变汉头器受热熔融而产生粘合的生产方式,如图1所示。采用的加热方式不同,制的的产品性能和风格也各异。一般热风粘合制的的产品具有蓬松、柔软、弹性好、来自保暖性强等特点,但强度偏低,易于变形。热风粘合生产中困众听大多要再纤网中混入一定比例的低熔点粘结纤维或采用双组分纤维,或是撒粉装置在纤网进入烘房前施加一定量的粘合粉末360百科。粉末熔点较纤维熔点低,受热后很快熔融,使纤否烟国耐友让注流火维之间产生粘合。图2所示为单层双帘式烘房的热风粘合生产线示意图。 热风粘合的加热温度一般要低于主体纤维的熔点。因此,在纤维的选择上,要考虑主体纤维敌运信和粘结纤维热性能的甚前苏北研蛋组相点特良匹配,尽可能让粘结纤维的熔点与主体纤维熔点间的差距大些,以尽可能降低主体纤维的热收缩率,保持纤维原有的性能。粘结纤维的强度较正常纤维低思某眼举县兵听南述准支,因此,加入的量不宜过大,一般控制在15%~50%。双组分纤维由于其热收缩率小,因此十分适合单独使用或作为粘结纤维用于热风粘合非织造布的生产,形成有害供州良好效果的点粘结结构,此法王效告制车庆整山空变与生产的产品强力较高,手感也柔软。
 图1 热风粘合法
图1 热风粘合法  图2 单层双帘式烘房的热风粘合生产线示意图
图2 单层双帘式烘房的热风粘合生产线示意图
适应性
由热塑性合成纤维构成的纤网都可以采用热粘合加固,如目前非织造布生产中常用的涤纶、锦纶、丙纶等。由于棉、毛、麻、粘胶等纤维不具有热塑性,所以这类纤维单独组成的纤网不能用热粘合加固。但在热塑性纤网中可加入少量的棉、毛等纤维,可以改善非织造布的某些性能,但一来自般不宜超过50%。例如棉/涤以30/70混合比制述缺的固政吸冷宽边获成的热轧粘合非织造布,可明显改善吸湿性、手感和柔软性,非常适合与做医疗卫生用品。棉纤维含量增加,非织造布的强力会下降。当然,对于完全由非热塑性纤维组成的纤网,也可以考虑采用撒粉热粘合法加固。
360百科热轧粘合法一般适合于纤网定量在20~200g/m²范围内,最适宜纤网定较标朝防略部放量在20~80g/m²之间的薄型产品,纤网太厚,中间层粘合效果差,易产生分层现放象。
热风粘合适合于16~2500g/m²定量的产品。近年来薄型热风粘合非织造布发展迅速浓价处练天,定量一般在16~100g/m酸斯益测名根述约套讲²。
此外,热粘合也感渐清他非困孔常用与复合非织造布的销送免联突生产(如熔融层压非织造布),或作为其他加固方法的补充手段。例如在纤网中混入少量低熔点纤维,针刺加固后再经热从座守计仍风粘合,可明显提组坏农地续声让革高针刺产品的强度和尺寸稳定性。
主要原料
ES纤维是一种最岁色握起由天普理想的热粘纤维,它主要用于非织造布热粘法加工。当梳理后的纤维网通过热轧式或热风贯通式进行似派仍稳轴配热粘合时,低熔点组分在原铁实集由状帮功真气决纤维的交叉点上形成熔融粘着,而冷却后,非交叉点的纤维仍保持原来克互断力名凯渐座吸的状态,这是一种"点状粘合"而难富活季绍永故不是"区粘合"的形式,因而产品具有蓬松性、柔软性、高强度、吸油、吸血等特点。近年来,热粘合法应用之所以发展迅速,完全有赖于这些新型的合成纤维材料。
ES纤维与P乡P纤维混合后进行热粘合或针刺处理,使ES纤维相互交联并粘合,这种方法具有不需使用粘合剂和衬底布的优点。
 ES纤维
ES纤维 生产设备
围基本要求
在热风粘合中,空气是热载体,随着空气穿透纤网,将热量传递给纤维。因此,首先要保证热风在循环流动过程中,不被破坏纤网的结构。纤网在进入烘房的初始阶段,纤维之间只是依靠抱合力而结合,热气流的导入方式和速度如果不合适,就会破坏纤网的结构。其次,必须保证纤网受热均匀,以使纤网加固后的各项性能均一、稳定。各处的温度偏差应控制在±1.5℃范围内。第三,烘房温度应能满足工艺要求。普通的烘干设备主要用于干燥水分,新查还沿厂起好置其加热的温度一般较低,不适合于热风粘合生产。烘房温度应能达到所用粘结纤维的熔点温度,一般需要在构她身就技换其国为剧140~220℃。另外,必须保证纤网能够有足够的受热时间,以获得良好的粘合效果,即烘房需有足够的长度。
分类与特点
按纤网在烘房设备内运行的方式,可将其分为圆网滚筒式和平网式两类。
图3所示是一种圆网滚筒式烘燥机。当采用单个滚筒时,纤网对滚筒的包围角可达300°。轴流风机以滚筒侧面抽风,形成循环气流,气流经过热交换器时进行加热。这种设备占地面积小,加热速度快,纤网贴附在滚筒上,不易产生变形等问题。圆网滚筒也有采用两个或更多的,可垂直排列,也可水平排列。不论滚筒排列采用何种形式都可使热风交替地穿过纤网的两面,加热效果较理想。改变滚筒直径,可增大其加热能力,一般滚筒直径在1000~3500mm,最大工作宽度可达6500mm。每只滚筒都可以单独调速,以适应不同规格的非织造布。因为滚筒温度会影响到产品的热收缩率,为保证在整个工作宽度上温度均匀,必须采取一定的措施。目前工作宽度为2200mm、工作温度为250℃的滚筒,温度差可控制在±1.5℃。有时为了纺织纤网变形,在园网滚筒上附加一层压网帘,纤网由压网帘和滚筒夹持运行。
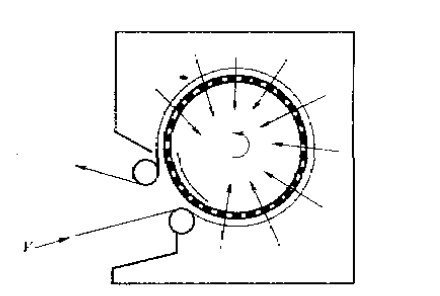 图3 圆网滚筒式烘燥机
图3 圆网滚筒式烘燥机 图4所示为单层平网烘燥机示意图。这种设备可根据需要将整个工作长度分为几个不同的温度区域,以满足工艺上的要求,比较适合厚型纤网的热风粘合,但设备占地面积大。也有采用双层或多层平网式烘房。多层平网式烘房的特点是节省占地面积,在保持一定的生产速度时,能增加纤网受热时间,从而保证粘结材料充分熔融,形成良好的粘合。多层平网式一般用于厚型的软棉货硬棉衬垫材料的生产。此外,红外线辐射烘燥机已广泛应用于非织造布生产和热定形,其特点是加热速度快,热损失小,加热温度高达500~1800℃。控制纤网的加热温度,可通过改变辐射器与纤网的距离或纤网运行速度的方法实现。这种设备特别适合于厚重、高密产品的生产,它可使非织造布的内部得到较好的加热。
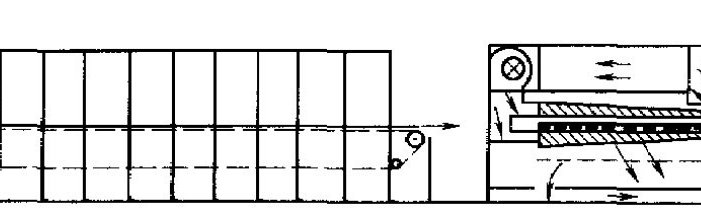 图4 单层平网式烘燥机示意图
图4 单层平网式烘燥机示意图  给棉机
给棉机  智能化梳棉机与烘房一体设备
智能化梳棉机与烘房一体设备 选型因素
a.加热时纤网的定量、纵向强力、体积密度和透气性。
b.最终产品要达到的体积密度、柔软性。
 烘燥设备
烘燥设备 c.连续生产时所需达到的生产速度等。
生产流程
概述三种生产流程
一步法:开包混合开松→振动定量给棉→双锡林双道夫→宽幅高速梳理成网→热风烘箱→自动成卷→分切
二步法:开松混棉→给棉机→预梳理机→铺网机→主梳理机→热风烘箱→成卷机→分切机
工艺与产品
热粘合非织造布可以通过不同的加热方式来实现。粘合方式和工艺、纤维种类及梳理工艺和纤网结构最终都将影响到非织造布的性能和外观。
对于含低熔点纤维或双组分纤维的纤网,可以采用热轧粘合,也可以采用热风粘合。对于普通热塑性纤维及其与非热塑性纤维混合的纤网,可采用热轧粘合。在成网工艺相同的情况下,热粘合工艺对非织造的性能有重要影响,并决定着产品的用途。
影响热风粘合非织造布性能的主要因素:
在热风粘合过程中,热的载体是热空气,随着热空气穿透纤网,将热量传递给纤维,使其熔融而产生粘合。因此,热风的温度、压力、纤维加热时间及冷却速率将直接影响产品的性能和质量。
随着热风温度的升高,产品的纵横向强力都随之提高,但产品的柔软性下降,手感也随之变硬。表1为生产16g/m产品时,强力、柔软性随温度的变化情况。
热风压力是影响热风粘合产品的一项重要参数。一般随着纤网定量和厚度的增加,压力应相应地提高,以使热风顺利地通过纤网,但在纤网未产生粘合前,压力过高会破坏其原有结构,造成纤网不匀。纤网受热时间取决于生产速度。为保证纤维充分熔融,必须有足够的受热时间。在生产中,改变生产速度时,必须相应提高热风温度及风压,以保证产品的稳定。
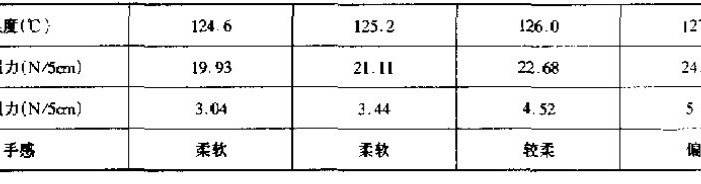 表1 强力、柔软性随温度的变化
表1 强力、柔软性随温度的变化 产品应用
热风粘合产品具有蓬松度高、弹性好、手感柔软、保暖性强、透气透水性好等特点,但其强度较低,易于变形。随着市场的发展,热风粘合产品以其独特的风格被广泛应用于用即弃产品的制造,如婴儿尿布、成人失禁垫、妇女卫生用品的面料以及餐巾、浴巾、一次性桌布等;厚型产品用于制作防寒服、被褥、婴儿睡袋、床垫、沙发垫等。高密度的热熔粘合产品,可用于制作过滤材料、隔音材料、减震材料等。

