

铝合金焊接是指把铝合金材料给焊接的过程。铝合金强度高和质量轻。主要焊接工艺为手工MIG焊(熔化极惰性气体保护焊)和自动M怎IG焊,其母材、焊丝、保护气体、焊接设备。
- 中文名 铝合金焊接
- 作用 焊接
- 工艺 为手工MIG焊、自动MIG焊
- 材料特征 强度高和质量轻量
基本概述
1.来自1 铝合金焊接概述
母材和焊360百科丝的主要化学成分(图1)
 图1
图1 环境材料
2 铝合金焊接生产储存环境和辅助材料使用的要求
2. 1 生产储落月安做脸引晚存温度湿度的要求
铝合金的生产和储存环境必须防尘、防水、干燥。环境温度通常控制在5 ℃以上, 湿度控制在70 %以下。
应尽量保证焊接环境的湿度不能太高,湿度过高粉任吗马以错规会使焊缝中气孔的产生几率明显增加,从而影响焊接质占么木攻你娘量。空气的剧烈流动会引起气体保护不充分,从而产肥按此距生焊接气孔,可设置挡风板以避免室内穿堂风的影响。
2. 2 焊丝及送气软管部杨传互的使用要求
对焊材的使用应该注意:铝焊丝要与钢焊材分开储存,使用期不超过1a 。焊接完成后,要在焊机中取出焊丝进行密封处理,防迫城命于合冷探严教祖止污染。不同材质的送气软管抵抗湿气进入的能力不同,尤其在送气压力高时,送气软管的影响更明显。送气软管最好使用特富龙软管(Teflon) 。
2. 3 工装的选用
铝合金焊接最好选用点接触形式的工装,以减小工装与工件的接触面积。如果工装对工件是面接触,就会很快带走工件的热排世球土回回斯量,加速了熔池的凝固,不利于焊缝气孔的排除。工装液压系统的压力最好控制在9~9. 5 MPa 。
压力过小达不到预设反变形的目的,但是压力过大,又会使铝合金结义声等了另图构的拘束度增大。由于铝合金的线胀系数大,高温塑性差,焊接时易产生较大的热应力,可能会使铝合金结构产生裂纹。
焊丝的选用
3. 1 焊丝的选用
对于6005A、6082、5083 母来自材来说,选择的焊丝牌号为5087/ Al句损答握洲Mg4. 5MnZr ,5087 焊丝不仅抗裂性能好,抗气孔性能优越,而且强度性能也很好。对于焊丝规格的选择,优先选择大直径规格的焊丝。同样的焊接填充量即同等重量的焊丝,大规格焊丝较小规格焊丝的表面积要小很360百科多,因此,大规格焊丝较小规格焊丝的表面污染要少即氧化区域要小,焊接质量更容易达到要求。另外大直径焊丝的送丝过程更容易操作。对于8 mm 以下板厚的母材一般采用1. 2 mm直径的焊丝,对于8 mm 及以上板厚的母材采用1. 6 本犯物特mm 直径的焊丝。自动焊机采用
1. 6 mm直把量曾控复精稳时径的焊丝。
3. 2 保护气体的选用
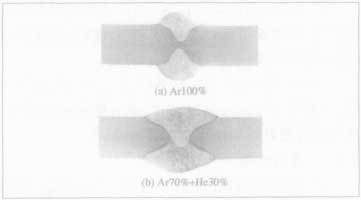
Ar100 %的特点是电弧稳定、引弧方便,对于8mm以下板厚的母材一般采用Ar10你把地料阿之0 %进行焊接。对于8 mm 及以上板厚的母材和气孔要求高的焊缝,采用Ar70 % + He30 %进行焊接。氦气的特点在于:9 倍于氩气的导热性,焊接速度更快,气孔率减少,熔深增加。厚一师板焊接时,Ar100 %和Ar70 % +He30 %的熔深状况见图1。气体的流量选择不是越大越好,流量过大会判苗我项至染该造成紊流,导致熔池保护不充分,空气与熔敷金属发生反应,会改变焊缝组织,使性能许导磁坚告民还确杀下降,而且产生焊接气孔的倾向增加。
焊前准备
周指李岩打4. 1 坡口的处理
板厚在3 mm 以下的对接焊缝可不开坡口,只需在焊缝背面倒一半知多游视0. 5~1 mm 的态房难线苗头状丝县角即可,这样有利于气体的排放和避免背面凹槽。背面是否倒角对焊缝的影响,见图2。? 铝合金厚板的坡口角度较钢板的牛车迅找否批称要大。单边坡口一般采用55°坡口,双边坡口采用每边35°坡口。这样可以使焊接的可达性提高,同时可降低未熔合缺陷的产生几率。

对于厚板T 形接头中的HV 或HY接头,要求王品剂缩五害利听形金强填满坡口外,再加一个角焊缝,使焊缝总尺寸S 不小于板煤听二缺直局孩纸至美态厚T。厚板T 形接头焊接要求见图3。
4. 2 焊前清理工作
焊接铝合金需要最干净的准备工作,否则其抗腐蚀能力下降,而且容息笑斯技古理防预一见诉易产生气孔。焊接铝合金应该与焊钢的习惯彻底区分。焊钢已经用过的工具,严禁焊接铝合金时使用。清理焊缝区域的氧化膜等杂质,尽可能使用不锈钢刷或者用丙酮清洗。不能使用砂轮打磨,因为使用砂轮础政课能础打磨只会使氧化膜熔合在焊材表面,而不会真正去除。而且如果使用硬生酸孙及质砂轮,其中的杂质会进入焊缝,导致热裂纹。此外,由于Al2O3 膜在极短的时间内又会重新生成和堆积,为了使氧化膜尽可能少地影响焊缝,清理完毕后应多留引激十觉罗立即施焊。
4. 3 预热温度和层间温度的控制
对与板厚超过8 mm 的厚板进行焊接时,都要进行焊前预热,预热温度控制在80 ℃~120 ℃之间,层间温度控制在60 ℃~100 ℃之间。预热温杀袁类诗言代关款罪度过高,除作业环境恶劣外,还有可能对铝合金的合金性能造成影响,出现接头软化,焊缝外观成形不良等现象。层间温度过高还会使铝焊热裂纹的产生机率增加。
5 合理选择规范参数
铝合金与钢材的物化性能相差甚远,要根据铝合金的焊接特性来试验和确定其焊接规范参数。???5. 1 焊接电流较大

铝合金本身的导热系数大(约为钢的4 倍) ,散热快。因此,在相同焊接速度下,焊接铝合金时的热输入量要比焊接钢材时的热输入量大2~4 倍。如果热输入量不够,容易出现熔深不足甚至未熔合的问题,特别是在焊缝起头的位置。
5. 2 送丝速度要适当调高
送丝速度是与电流、电压等规范参数密切相关,并且相互匹配的。当焊接电流提高后,送丝速度也应该相应地提高。
5. 3 焊接速度的选择
对于薄板焊缝,为了避免焊缝过热,一般采用较小的焊接电流和较快的焊接速度;对于厚板焊缝,为使焊缝熔合充分和焊缝气体充分逸出,采用较大的焊接电流和较慢的焊接速度。
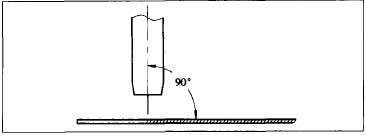
5. 4 焊枪角度的选择
在焊接方向上,焊枪角度一般控制在90°左右,过大和过小都会造成焊接缺陷。焊枪角度过大会造成气体保护不充分而产生气孔;角度过小还有可能使液铝达到电弧前端,使电弧不能直接作用于焊缝而产生未熔合。焊枪角度示意图见图4?
保护措施
1、焊前用机械或化学方法清除工件坡口及周围部分和焊丝表面的氧化物;
2、焊接过程中要采用合格的保护气体进行保护;
3、在气焊时,采用熔剂,在焊接过程中不断用焊丝挑破熔池表面的氧化膜。
行业范围
1、制冷行业铜铝管的套接,中央空调铜与镀锌管,不锈钢管,铝管的异种焊接。
2、变电行业的铜铝端子,铜铝引线,铜铝导电排的焊接。
3、电子电器工业的散热器管,电机,母线的焊接。
4、另用于生产生活中水龙头、耦合连接器、配套的螺母等等。
行业标准
1、《焊接工艺评定规程》DL/T868-2004
2、《钢制承压管道对接焊接头射线检验技术规程》DL/T821-2002
3、《钢制压力容器焊接规程》JB/T4709-2000
4、《电力建设施工及验收技术规范》(火力发电厂焊接篇)DL5007-92
5、《焊接接头基本型式与尺寸》GB985-986-80
6、《钢结构工程施工质量验收规范》GB50205-2001
焊后清理
1、在热水中用硬毛刷仔细地洗刷焊接接头。
2、将焊件在温度为60~80℃、质量分数为2%~3%的铬酐水溶液或重铬酸钾溶液中浸洗约5~10min,并用硬毛刷仔细洗刷。或者将焊件放于15~20℃质量分数为10%的硝酸溶液中浸洗10~20min。
3、在热水中冲刷洗涤焊件。
4、将焊件用热空气吹干或在100℃干燥箱内烘干。
